Chemical Reactors: Precisión, Control y Automatización en Síntesis Química
Los reactores son elementos fundamentales en la investigación y desarrollo de procesos químicos. Un chemical reactor permite llevar a cabo una reacción de síntesis bajo condiciones controladas de temperatura, presión y agitación, garantizando reproducibilidad y seguridad.
Estos sistemas son esenciales para laboratorios que trabajan en síntesis química, catálisis o desarrollo de nuevos materiales, ya que reproducen de forma precisa las condiciones de los procesos industriales a pequeña escala. Los modernos reactores de laboratorio combinan control digital, alta estabilidad térmica y flexibilidad modular para adaptarse a distintos tipos de experimentos.
Tipos de Reactores: Batch Reactor y Flow Reactor
Entre los chemical reactors types más utilizados destacan el batch reactor y el flow reactor, cada uno con ventajas específicas según la naturaleza de la reacción.
El reactor en batch se emplea en procesos por etapas, donde los reactivos se cargan simultáneamente y la mezcla reacciona en un entorno cerrado. Este formato es ideal para estudios cinéticos, desarrollo de rutas sintéticas y optimización de parámetros experimentales.
El reactor en continuo o reactor de flujo mantiene un aporte constante de reactivos y productos, mejorando la transferencia de calor y masa. Gracias a su diseño, facilita la monitorización de reacciones en tiempo real y permite alcanzar una elevada eficiencia en procesos catalíticos y escalados industriales.
Automatización y Control de Parámetros
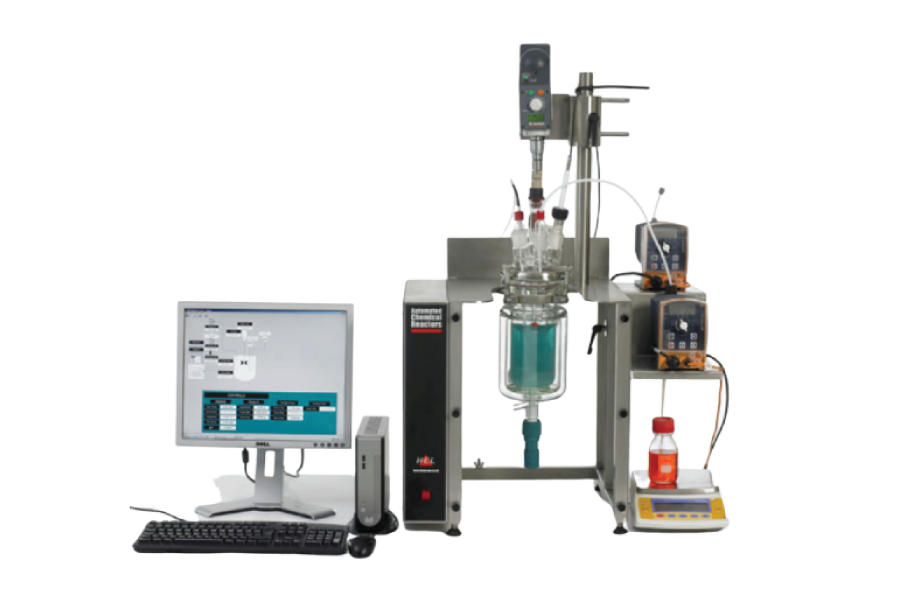
La automatización de reactores ha revolucionado la investigación química moderna. Los automated chemical reactors integran control total de variables críticas como temperatura, presión, flujo y tamaño de partículas, lo que garantiza resultados reproducibles y mayor seguridad operativa.
Un automated lab reactor permite programar secuencias de reacción, ajustar la velocidad de agitación, controlar la adición de catalizadores y registrar los datos de proceso de manera continua. Estas funciones avanzadas de synthesis automation optimizan la productividad y reducen la variabilidad experimental.
Las plataformas modulares de reacción, conocidas como customizable reactor platforms, permiten adaptar el sistema a diferentes escalas o tipos de síntesis, desde investigaciones académicas hasta desarrollos industriales.
Ventajas Técnicas de los Chemical Reactor Systems
Los modernos chemical reactor systems destacan por su diseño inteligente y capacidad de personalización. Entre sus principales ventajas se incluyen:
-
Control preciso de temperatura mediante recirculación o refrigeración integrada.
-
Amplia compatibilidad de materiales en el reactor vessel, como vidrio, acero inoxidable o PTFE.
-
Integración con software de chemical process simulation y chemical reaction simulation para correlacionar resultados experimentales con modelos teóricos.
-
Posibilidad de trabajo en batch reactor o flow reactor, según la aplicación deseada.
-
Registro digital continuo y alarmas automáticas para garantizar seguridad y trazabilidad.
Estas características convierten al benchtop reactor en una herramienta versátil y fiable para investigación avanzada y control de calidad en procesos químicos.
Aplicaciones en Investigación y Desarrollo
Los chemical synthesis reactors se aplican en múltiples sectores, desde la química fina y farmacéutica hasta la catálisis y los materiales funcionales. Permiten realizar experimentos de reacción de síntesis con alta precisión, estudiar mecanismos catalíticos y optimizar parámetros de proceso en entornos controlados.
Gracias a la automatización de síntesis y a las capacidades de reaction monitorization, los reactores modernos ofrecen datos en tiempo real, ayudando a mejorar la eficiencia, la selectividad y la sostenibilidad de las reacciones.
Los sistemas actuales representan una evolución clave en la reaction automation, combinando seguridad, precisión y digitalización en una única plataforma integrada para el avance de la ciencia y la innovación industrial.